Fonctionnement de l'usinage multi-passes
La base de données outils de RP-FMS permet de déterminer les profondeurs de fraisage à l'aide de deux valeurs.
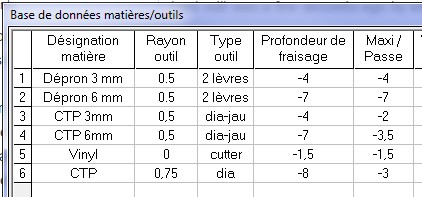
- Profondeur de fraisage : c'est la profondeur finale que l'outil doit atteindre.
- Maxi / passe : c'est la hauteur de matière maximum que l'outil peut enlever en un passage. RP-FMS va utiliser cette valeur tant qu'il n'a pas atteint la dernière passe. Pour la dernière passe, il utilisera la hauteur résiduelle.
Il faut bien réfléchir à l'ajustement de ces deux valeurs en fonction des besoins, de la planéité du matériau, des conditions d'usinage, etc.
Exemple :
Je veux fraiser un contreplaqué de 4mm d'épaisseur. Pour être certain que ma découpe se fasse sur toute l'épaisseur, je veux que ma fraise dépasse de 1mm sous la plaque. J'ai déterminé par essai que je peux prendre au maximum 2mm de hauteur de passe en une fois.
Solution 1 :
- Profondeur de fraisage de 5mm.
- Maxi/passe de 2mm.
- Je positionne la fraise manuellement au ras de la plaque et je mets les compteurs à zéro.
- Ce qui va se passer :

On voit que ce n'est pas optimal, car il y a trois passes et que la deuxième ne traverse pas franchement la matière. Par ailleurs, le déplacement de l'outil se fait en rapide de la hauteur de dégagement jusqu'à la valeur zéro en Z : si la plaque de contreplaqué (ou le martyr) n'est pas parfaitement plane, il y a risque de pénétrer en rapide dans la matière.
Solution 2 :
- Profondeur de fraisage de 6mm.
- Maxi/passe de 3mm.
- Je positionne la fraise manuellement au ras de la plaque, puis je remonte manuelle de 1mm en faisant faire 1 tour au moteur Z avant de mettre les compteurs à zéro.
- Ce qui va se passer :
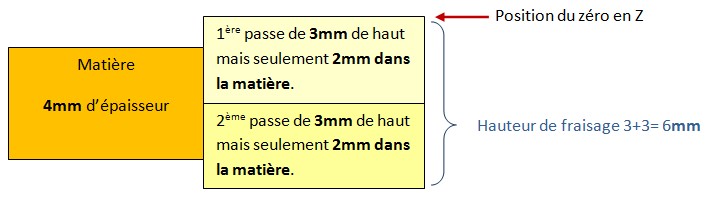
Cette façon de faire est bien plus intéressante, car on a une passe en moins et la fraise dépasse bien de 1mm sous la matière (attention à avoir un martyr tendre ou une pièce maintenue en l'air). De plus, l'approche rapide s'arrête à 1mm de la matière pour tenir compte d'un éventuel défaut de planéité.
Par contre, c'est une façon de faire réservée aux matériaux tendres ou parfaitement plans (avec aussi une fixation bien plane). En effet, si on a une plaque bombée de 1mm vers le haut, la première passe prendra 3mm à certains endroits.
Solution 3 :
- Profondeur de fraisage de 6mm.
- Maxi/passe de 2mm.
- Je positionne la fraise manuellement au ras de la plaque, puis je remonte manuelle de 1mm en faisant faire 1 tour au moteur Z avant de mettre les compteurs à zéro.
- Ce qui va se passer :
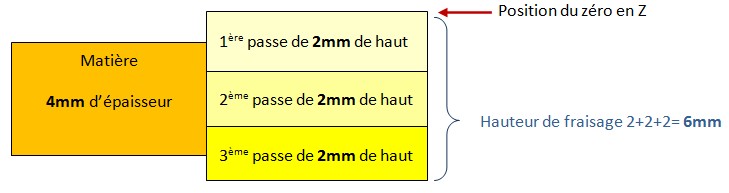
Cette façon de faire est moins rapide (on a trois passes) mais elle est adaptée aux matériaux durs ou présentant un défaut de planéité car aucune passe ne prendra plus de 2mm de matière.